目前的工作主要跟绿色化学合成有关,简单做个说明。
LED光催化反应一个很重要的影响因素是光的透过率,传统釜式改造的光化学反应光照就是在其反应液表面,反应时间长是肯定的,而且无论是紫外还是可见光因为底物一直是原料和产物的混合在一起,产生副产物的概率肯定要更高。现在化学产品生产和合成制药主要还是以釜式反应为主,其特点是批次生产明显,可是当LED光催化与可视化玻璃模块的微通道连续流反应器结合在一起,正常运转后基本可以不用考虑批次间差异,这一个问题似乎得到了完美的解决。
一、关于可见光催化-led蓝光/绿光/白光(更多光源等待市场开发,目前的可见光催化主要是蓝光blue light为主)
1、光敏剂(光催化剂,主要是各类金属配合物,铱,钌一类的,以及吖啶类,具体机理不做说明,涉及到电子激发、转移、吸收等)
光催化剂或者说光敏剂,是可见光催化合成的中作用可以说是不可或缺的,不排除有些反应比如卤代可以在自然光照射下起反应,我们研究是有选择性的催化反应,为了某一类反应的进行,多催化剂着手开始设计,针对性更强。
2、光源:目前我们做反应,用的光源主要是以蓝光LED为主,蓝光在可见光区能量较高,比紫外穿透性好。既然是做光催化反应,对反应时温度导致的影响就要排除,所以一般我们是研究在常温下进行的光催化反应。目前公司成员发表的论文主要是以蓝光反应下的反应为主,也有部分是在绿光(555nm)下完成.
3、现在解决的可见光催化反应有:1、非对映选择性羰基邻位烷基化;2、烯烃的反马氏三氟甲基化; 3、羧酸的脱羧反应 ;4、芳烃化合物的直接胺化;5、芳烃化合物的 直接氰化;6、四氢萘的高效合成; 7、各类环加成反应,【2+2】、【3+2】、【4+2】环加成反应;8、光催化SUZUKI反应。
4、我们的目标,根据市场上的需求,针对性开发原药料、新材料、中间体的生产工艺。光催化不能解决所有的反应类型 ,但是我们会要根据以往总结的经验判断哪些值得尝试。尤其是现在环保高压时,希望能做出一些贡献,真正做些绿色化学改进的事。
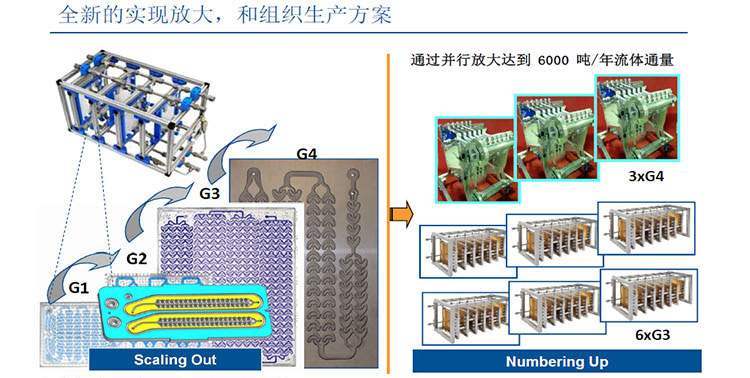
二、微通道连续流反应
连续流反应器:目前我司可以做的是模块持容量8-250ml,流量从10-150-2500ml/min,年通量在20-3000吨/年。
其优势在于:
1、混合生产时永远是新投料,不返混反应底物。提高反应效率,降低了副反应发生的概率。
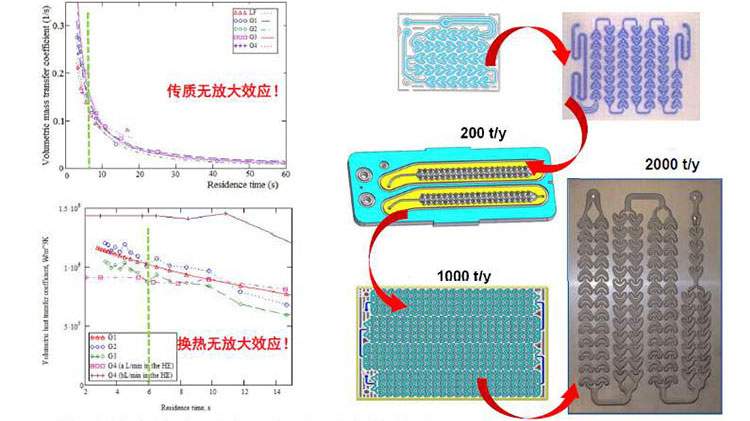
2、因为是微通道反应,反应过程中的传质与传热不像釜式反应,因为模块中持载的反应物料相对较少,同时微通道形状极大的扩展了传热面积,对 于反应温度的控制更为精准,同时微通道内“心”形设计,有利于反应物料持续均匀的混合。传质传热效果极为卓越。
3、安全性,反应投料及生产在连续流反应器内,泄漏和人工投料所带来的安全隐患降到最低。
4、从小产品的生产工艺到放大的产业化,可以无缝对接,无放大效应。
5、硬件条件优势:玻璃模块可视性强,碳化硅模块可以做氟化和强碱性的反应。温度精准控制在-25℃-200℃,可承受压力18公斤。 连续流反应系统能让原先要很长时间才能反应完的物料在其模块下能够在ms-s的时间内完成反应,反应设备占地面积小,易于操作,后续在开发在线连续气液分离和萃取、结晶,不止停留在优化反应这一步操作上。
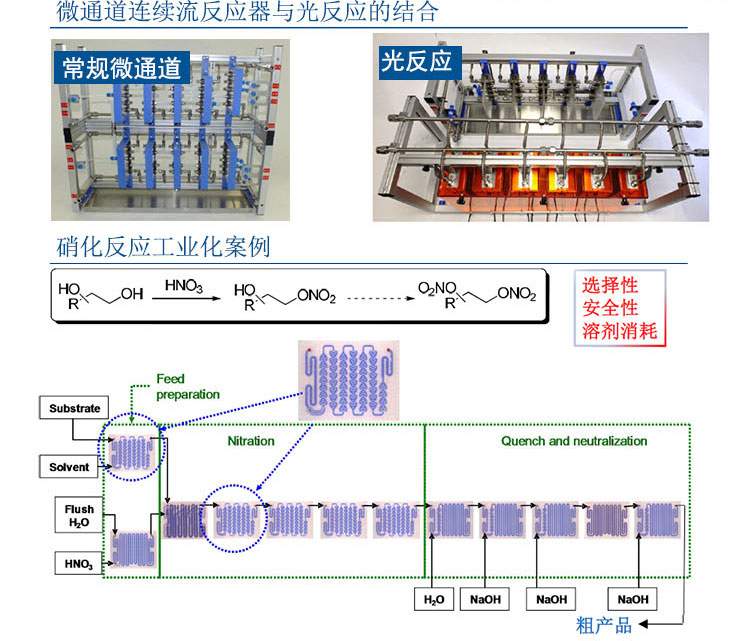
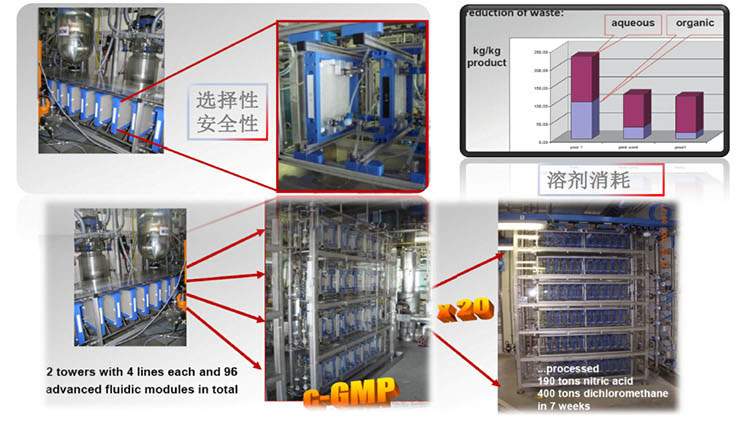
目前微通道连续流工业化的案例有:1、硝化反应;2、浆态流催化加氢(固-液-气三相混合);3、氯化反应;4、磺化反应;5、氟化反应;6、苄卤的催化氧化(双氧水条件)、tempo氧化;7、基于可视模块的光反应。
结合光催化反应与微通道连续流设备的特点,其实两者的优势结合出来的结果是可以预见的,可视化玻璃微通道连续反应模块的特点能够完美的契合光催化反应对硬件的要求。
传统的釜式合成,热合成肯定还是大头。只是在尽可能的情况,我们想做一点稍有些不同的合成方式。希望有这方面需求的同行可以共同探讨一下新工艺的开发。
流程简介图_01.jpg
流程简介图_02.jpg
流程简介图_03.jpg
流程简介图_04.jpg













