
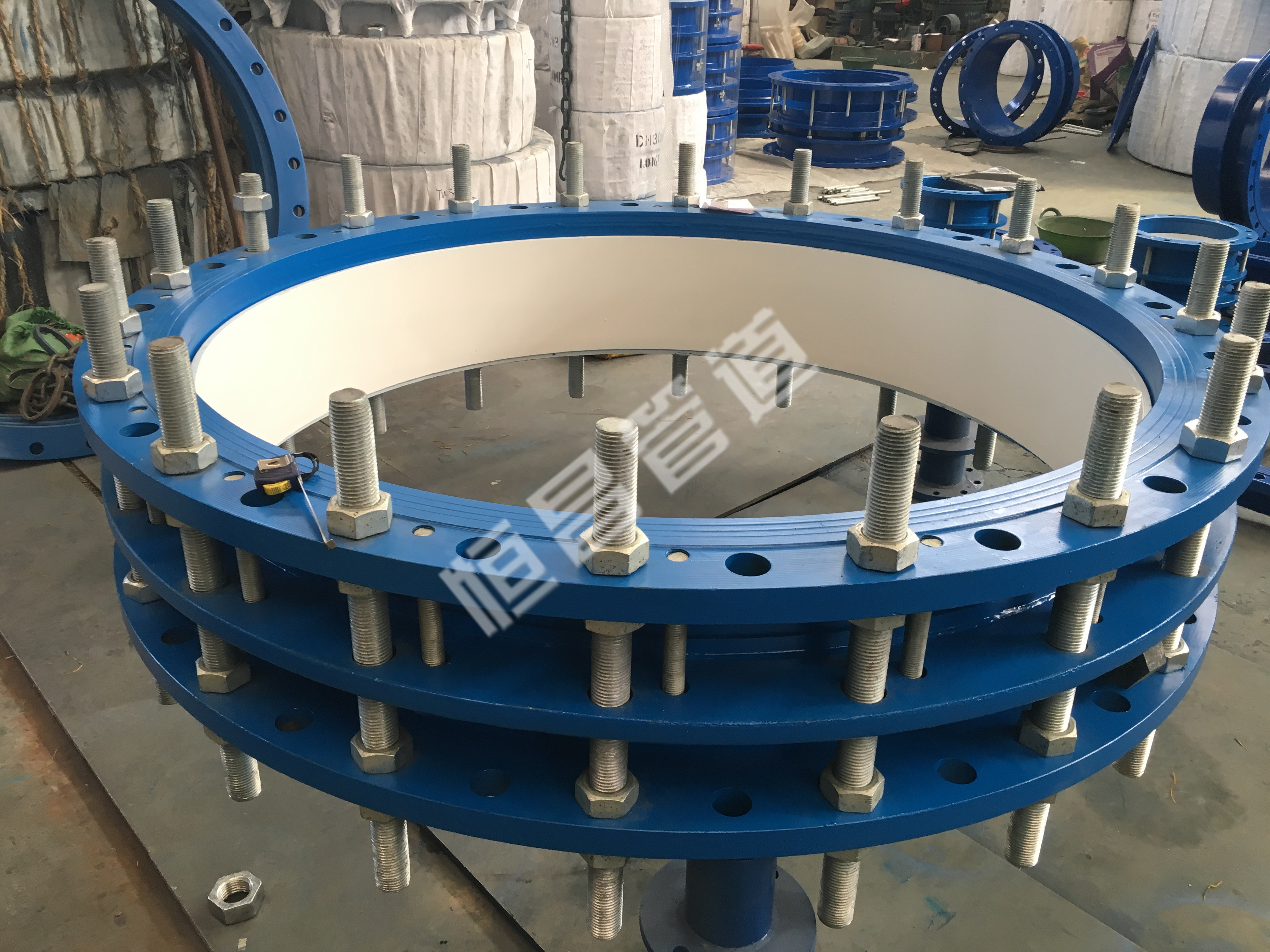
钢制传力接头有两个轴承,运转持久,连接平稳顺畅,坚固耐磨,摩擦系数小,可根据工作情况
选择侧边或者后端进入的接头连接方式,传输介质入口等。钢制传力接头采用整体系设计,全进
口轴承支撑,内部采用耐磨性材料密封,它具有小,重量轻,回转力矩稳定,不受供给压力及温度
变化影响,长时间放置后,回转力也不受影响。钢制传力接头应用于自动化,食品,造纸,数控机
床,印刷,半导体等领域。
为提防因为钢制传力接头加热而发生侵蚀,焊接不宜太长,比碳钢焊条要少20%摆布,电弧不宜
过长,层间快冷,以窄焊道为宜。钢制传力接头焊后硬化性较快,便于发生裂纹。若同典型的钢制
传力接头焊接时,进行300℃以上的预热和焊后700℃摆布的缓冷处置。若焊件不能进行焊后热处
置,则应选用不锈钢管件焊条。
钢制传力接头为改良耐蚀机能及焊接性而适当增添适量不变性元素Ti、Nb、Mo等,焊接性较碳钢
传力接头好一些。接纳同典型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃摆布的回
火处置。若焊件不能进行热处置,则应选用铬镍不锈钢焊条。钢制传力接头焊条具有精巧耐侵蚀性
和抗氧化性,普遍应用于化工、化肥、石油、机械制造。
钢制传力接头有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时发红,故尽可
能接直流电源。钢制传力接头具有必定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨机能。凡是
用于电站、化工、石油等设置装备摆设质料。钢制传力接头焊接性较差,应留心焊接工艺、热处置
前选用合适的电焊条。焊条操纵时应连结干燥,钛钙型应经150℃干燥1小时,低氢型应
经200-250℃干燥1小时(不能多次一再烘干,否则药皮便利开裂剥落),提防焊条药皮粘油及别的脏
物,以免致使焊缝增添含碳量和影响焊件质量。钢制传力接头焊接时,受到一再加热析出碳化物,
降低耐侵蚀性和力学机能。
钢制传力接头是温度同摩擦力,对一种密封件材料的高低使用温度进行描述是比较困难的,因为这
是一系列因素综合影响的结果。对于活塞和活塞杆的工作温度都不同,要对它们进行区别选择。
还有一个就是钢制传力接头表面粗糙度,表面的特性、压力、介质、温度、密封件的材料、密封件
的型式和运动速度这些都是影响密封件的因素。



